Станок фрезерный металлорежущий, модели СФ676
Станок фрезерный металлорежущий, модели СФ676



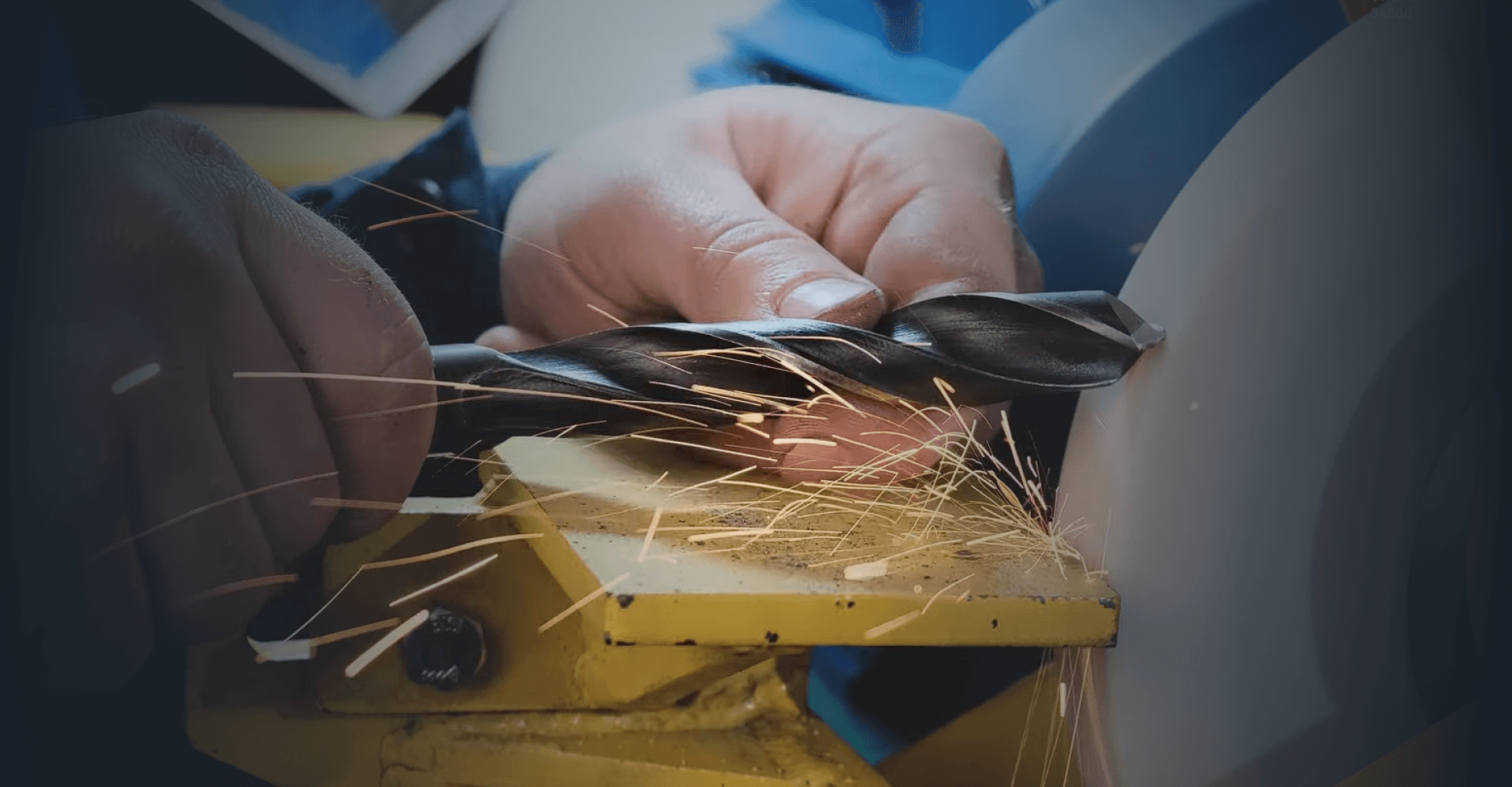
Особенности заточки фрез по металлу
Новости
Почему правильная заточка фрез критична для металлообработки
Заточка фрез — это не технический ритуал, а основа стабильного производства. От того, насколько качественно проведена заточка, зависит точность обработки, срок службы станка, количество брака и безопасность рабочего процесса. Фреза с нарушенной геометрией не просто работает хуже — она создаёт нагрузку на шпиндель, усиливает вибрации, перегревает заготовку и может привести к аварийной остановке линии.
Заточка фрез по металлу — это навык, объединяющий инженерную точность, понимание металловедения и знание оборудования. Особенно это актуально на современных высокоскоростных станках, где даже микронная погрешность оборачивается потерей производительности.
Когда пора затачивать: признаки износа и частота обслуживания
Фрезы редко ломаются резко. Обычно износ проявляется постепенно, и грамотный технолог может предсказать необходимость заточки ещё до появления брака.
Основные признаки, что фрезу пора точить:
- ухудшение чистоты поверхности (царапины, заусенцы);
- изменение звука резания (становится глухим, с вибрацией);
- усиление нагрева заготовки;
- появление следов перегрева на кромке;
- увеличение усилия подачи и снижения скорости резания.
Частота обслуживания зависит от:
- материала заготовки;
- режима резания;
- покрытия фрезы (TiN, AlTiN и др.);
- технологии охлаждения;
- объёма партии.
Совет: ведите учёт заточек в паспорте фрезы. Это поможет прогнозировать ресурс и не допускать работы «всухую».
Основные типы фрез и их заточка
Каждый тип фрез требует своего подхода. Ниже приведена таблица, поясняющая особенности.
Типы фрез и особенности заточки
| Тип фрезы | Специфика заточки | Важные нюансы |
|---|---|---|
| Концевая | Периферийная + торцевая заточка | Требует точной симметрии, желательно ЧПУ |
| Дисковая | Симметрия зубьев, строгая соосность | Часто точится на круглошлифовальных станках |
| Фасонная | Индивидуальная форма, заточка по шаблону | Желательно 3D-контроль геометрии |
| Твердосплавная | Заточка на алмазных кругах | Минимизация перегрева, соблюдение углов |
| Черновая | Меньше требования к чистоте | Основной акцент — на производительности |
Углы заточки фрез: таблица и пояснения
Выбор углов заточки — это не формальность, а важнейший фактор, влияющий на резание. Слишком острый угол увеличивает производительность, но снижает ресурс. Тупой угол продлевает срок службы, но ухудшает обработку.
Типы фрез и углы заточки
| Тип фрезы | Передний угол (°) | Задний угол (°) | Примечание |
|---|---|---|---|
| Концевая HSS | 10–12 | 6–8 | Универсальный вариант для стали |
| Твердосплавная | 8–10 | 4–6 | Требует охлаждения и алмазного круга |
| Дисковая | 15 | 5–7 | Важно сохранять равномерность зубьев |
| Радиусная | Индивидуально | Индивидуально | По шаблонам |
Этапы заточки фрез по металлу
Правильная заточка включает не просто «правильный круг», а целый алгоритм:
- Очистка инструмента — удаление остатков СОЖ, стружки и загрязнений.
- Установка в приспособление — строго по оси, с минимальным биением.
- Выбор абразива — в зависимости от материала: HSS, карбид, порошковая сталь.
- Выставление углов — с помощью шаблонов, угломеров, программ (для ЧПУ).
- Периферийная заточка — основная часть. Обеспечивает точность реза.
- Торцевая заточка — важна для торцевой обработки и сверления.
- Контроль симметрии — микроскоп, индикаторы, повторная доводка.
- Охлаждение и очистка — обдув, удаление абразива, смазка.
Особенности заточки твердосплавных фрез
Твердосплав — капризный, но производительный материал. Ошибки при заточке ведут к сколам, микротрещинам и полной потере инструмента.
Главные принципы:
- Только алмазные круги.
- Минимизация тепловой деформации.
- Точное соблюдение углов — лучше на ЧПУ.
- Контроль микрогеометрии (особенно на мелких фрезах).
Заточка твердосплавных фрез требует квалификации. В домашних условиях или на универсальном станке — не рекомендована.
Переточка фрез: когда она оправдана
Переточка — это не просто восстановление. Это экономия, продление ресурса и адаптация под новые задачи. Но она имеет смысл только при соблюдении геометрии и остаточной длины режущей части.
Когда стоит:
- дорогой инструмент (твердосплав);
- фреза редко используется, но важна;
- заготовка допускает небольшую коррекцию геометрии;
- есть доступ к ЧПУ или профильной заточной мастерской.
Когда нет смысла:
- оставшийся ресурс менее 30%;
- частые сколы и микротрещины;
- нарушена симметрия зубьев;
- фреза «перегрета» — видны синие зоны.
Приспособления и станки для заточки
Для качественной заточки требуются:
- Заточные станки — универсальные, с поворотной головой.
- Приспособление для заточки концевых фрез — удерживает ось, задаёт угол.
- Угломеры и шаблоны — для контроля углов.
- Камеры охлаждения — защита от перегрева.
- Круги (абразив, алмаз, эльбор) — под конкретный материал.
Как избежать ошибок при заточке
Типичные ошибки:
- биение фрезы при установке;
- неправильный угол атаки;
- перегрев (особенно при заточке без СОЖ);
- несимметричная заточка;
- использование неподходящего круга.
Рекомендация: заточку должен проводить обученный специалист. Идеально — на ЧПУ-станке с автоматической калибровкой.
Где купить фрезы и заказать заточку
Вятский Станкостроительный Завод — инженерный партнёр, который не просто продаёт фрезы. Мы подбираем инструмент под конкретные задачи, обеспечиваем поставку, заточку, переточку и техническое сопровождение.
Свяжитесь с нашими специалистами, чтобы:
- получить консультацию по заточке и подбору фрез;
- заказать партию инструмента под вашу задачу;
- получить полный цикл обслуживания инструмента на вашем предприятии.
Какие ошибки чаще всего допускают при заточке фрез
Даже опытные специалисты иногда совершают ошибки, которые сводят на нет все усилия и уменьшают ресурс инструмента. Вот самые распространённые промахи:
- Неверный выбор углов. У каждого типа фрез есть своя оптимальная геометрия. Использование универсального подхода приводит к некачественной обработке или преждевременному износу.
- Перегрев режущей кромки. Если при заточке не контролируется температура, металл теряет твёрдость, возникает «отжиг» кромки — фреза быстро тупится.
- Неправильная установка фрезы на приспособлении. Малейшее биение при заточке нарушает симметрию режущих кромок — инструмент становится неуравновешенным и вибрирует при работе.
- Использование неподходящих абразивов. Например, для твердосплавных фрез нужен алмазный круг — простые абразивы только портят кромку.
- Пренебрежение балансировкой. После заточки фрезу нужно отбалансировать, особенно если речь идёт о высокооборотистых операциях.
Чтобы избежать этих и других ошибок, лучше доверить заточку проверенным специалистам с профессиональным оборудованием.
Советы по заточке дисковых и фасонных фрез
Заточка дисковых фрез и фасонных инструментов требует особенно внимательного подхода. Ниже — практические советы, чтобы избежать брака:
- Для дисковых фрез важна равномерность заточки по всей окружности. Даже небольшая разница в угле между зубьями приведёт к неравномерной нагрузке и вибрации.
- Фасонные фрезы нельзя перетачивать без учёта профиля — изменение даже на доли миллиметра нарушает точность изделия.
- Используйте оптические шаблоны или 3D-копиры, если требуется восстановление оригинального профиля.
- При заточке сложных форм лучше использовать программируемые станки с ЧПУ, особенно при серийной заточке.
- Регулярно очищайте инструмент от налипшего материала, иначе абразивы будут “рисовать” дефекты.
Такая категория фрез всегда требует участия квалифицированного наладчика и регулярной проверки качества. Это не тот случай, где можно экспериментировать.
Заточка фрез в автоматическом и ручном режиме: что выбрать
При выборе способа заточки важно понимать задачи и объёмы производства:
- Ручная заточка подходит для единичных инструментов, нестандартных геометрий или срочного восстановления. Здесь важно мастерство оператора и наличие качественного приспособления.
- Автоматическая заточка (на станках с ЧПУ) обеспечивает высокую повторяемость, точность и скорость. Особенно актуальна для серийных производств, где счёт идёт на десятки и сотни фрез.
Сравнение ручной заточки и заточки на ЧПУ
| Критерий | Ручная заточка | Заточка на ЧПУ |
|---|---|---|
| Повторяемость результата | Зависит от опыта | Высокая |
| Скорость | Ниже | Выше |
| Гибкость в геометрии | Максимальная | Зависит от ПО и оснастки |
| Необходимость навыков | Высокая | Средняя (оператор ЧПУ) |
| Стоимость оборудования | Низкая | Высокая (но быстро окупается) |
Для предприятий со средним и крупным объёмом рекомендуется автоматизация — это уменьшает износ, экономит рабочее время и снижает риск ошибок.
Как влияет качество заточки на ресурс станка
Многие недооценивают, насколько сильно плохая заточка фрезы сказывается не только на заготовке, но и на самом оборудовании:
- Повышенная вибрация от несимметричной кромки вызывает разбалансировку шпинделя.
- Скачкообразная нагрузка на шпиндель, стол, линейные направляющие сокращает срок службы узлов.
- Избыточное усилие резания увеличивает износ ШВП и мотор-редукторов.
- Залипание материала на тупой фрезе перегружает охлаждающую систему.
Хорошо заточенный инструмент — это не только точный рез, но и долгая жизнь станка. Особенно актуально это для дорогих обрабатывающих центров, где простои — это потеря десятков тысяч рублей в день.
Как выбрать надёжного партнёра по заточке фрез
Если вы работаете с металлом регулярно, вам нужен постоянный, надёжный партнёр по заточке. Обратите внимание на следующие критерии:
- Наличие профессионального оборудования — ЧПУ-заточные станки, алмазные круги, системы охлаждения.
- Опыт работы с конкретными типами фрез — концевыми, фасонными, твердосплавными.
- Возможность срочного выполнения — иногда простой оборудования стоит дороже самой фрезы.
- Сертификация и соблюдение стандартов — важный аспект для крупных производств.
- Наличие консультационной поддержки — возможность задать вопрос, подобрать геометрию, узнать, стоит ли перетачивать или лучше заменить.
Совет эксперта: когда не стоит затачивать — лучше заменить
Не все фрезы стоит спасать. Иногда дешевле и эффективнее заменить инструмент. Например:
- при сильном износе хвостовика;
- при нарушении центровки или геометрии;
- если после 2–3 переточек режущая часть потеряла форму.
Оценка остаточного ресурса — задача технолога. Не тратьте деньги на инструмент, который не даст результат.
Часто задаваемые вопросы по заточке фрез
Можно ли затачивать фрезы дома?
Только при наличии опыта и оборудования. Для HSS — теоретически да, для карбида — нет.
Сколько раз можно затачивать фрезу?
В среднем 2–5 раз, в зависимости от длины режущей части и материала.
Какой круг выбрать?
HSS — корундовый, карбид — алмазный, порошковая сталь — эльбор.
Есть ли универсальный угол заточки?
Нет. Он зависит от материала, режима и типа фрезы.
Заключение
Заточка фрез по металлу — это не вспомогательная операция, а стратегически важная часть производственного процесса. От качества заточки напрямую зависит эффективность станочного парка, срок службы инструмента, себестоимость продукции и конкурентоспособность предприятия.
Работа с фрезами требует точности, опыта и надёжных партнёров. Ошибки в углах, перегрев, неправильный выбор абразива или банальная спешка могут обернуться не только браком, но и остановкой линии.
Видео с нашего Youtube канала